
Выплавка стали в дуговых сталеплавильных печах сопровождается образованием высокотемпературных газовых выбросов, которые распространяются на большие расстояния от металлургического предприятия и негативно влияют на окружающую среду.
Существующие системы газоочистки дуговых сталеплавильных печей, основанные на рукавных или электрофильтрах, не обеспечивают остаточную концентрацию пыли в очищенных газах 10 мг/м3 . При этом для очистки газов необходимо осуществлять их предварительное охлаждение, что приводит к безвозвратной потере теплового потенциала потока.
НТЦ «Бакор» предложено техническое решение по модернизации систем газоочисток дуговых сталеплавильных печей. Керамические фильтры НТЦ «Бакор» для очистки высокотемпературных газов, способны достичь остаточную концентрацию твердых частиц на выходе из аппарата менее 2 мг/м3 и обеспечить каталитическое дожигание CO, ПХДД/ПХДФ, бенз(а)пирена. Представлены технические параметры пилотной установки фильтра керамического импульсного ФКИ-9,8, рассчитанного на очистку до 1000 м3 /ч газового потока с температурой до 600 °С.
Установка может быть подключена к действующей системе газоочистки с онлайн передачей данных от многочисленных датчиков и сенсоров через сеть интернет. Наличие лазерного пылемера позволяет в режиме реального времени отслеживать остаточную концентрацию твердых частиц на выходе из установки.
Авторы: Б. Л. КРАСНЫЙ, д-р техн. наук, генеральный директор; А. Б. КРАСНЫЙ, канд. техн. наук, исполнительный директор; М. Н. КОРОЛЕВ, заместитель генерального директора; Д. А. СЕРЕБРЯНСКИЙ, канд. техн. наук, руководитель лаборатории газоочистки; М. В. АНТОНОВ, инженер-конструктор; И. О. ТЯПКОВ, инженер (ООО “НТЦ “Бакор”, Россия, г. Москва, г. Щербинка)
Полный тест статьи:
Аннотация. Выплавка стали в дуговых сталеплавильных печах сопровождается образованием высокотемпературных газовых потоков, содержащих большое количество твердых частиц и вредных газообразных веществ. При загрузке и подвалке металлолома в печь происходят залповые выбросы пыли, которые распространяются на большие расстояния от металлургического предприятия и причиняют экологический ущерб окружающей среде.
Ключевые слова: дуговая сталеплавильная печь, организованные и неорганизованные выбросы, высоко- температурные газовые потоки, фильтр керамический импульсный, волокнистый керамический каталитический фильтрующий элемент, комплексная очистка газов, остаточная концентрация твердых частиц.
Ссылка для цитирования: Красный Б.Л., Красный А.Б., Королев М.Н., Серебрянский Д.А., Антонов М.В., Тяпков И.О. Инновационные комплексные решения по очистке отходящих газов в черной металлургии. Технические решения для очистки высокотемпературных газовых потоков // Черная металлургия. Бюллетень научно- технической и экономической информации. 2021. Т. 77. № 2. С. 200-208.
ИННОВАЦИОННЫЕ КОМПЛЕКСНЫЕ РЕШЕНИЯ ПО ОЧИСТКЕ ОТХОДЯЩИХ ГАЗОВ В ЧЕРНОЙ МЕТАЛЛУРГИИ.
ТЕХНИЧЕСКИЕ РЕШЕНИЯ ДЛЯ ОЧИСТКИ ВЫСОКОТЕМПЕРАТУРНЫХ ГАЗОВЫХ ПОТОКОВ
Система газоочистки работает следующим образом. При загрузке металлолома в дуговую сталеплавильную печь система автоматического управления газоочистки перекрывает шибер в газоходе 4 и основная часть потока поступает в газоходы 7 и 8, удаляя таким образом пылегазовые выбросы, которые образуются в момент загрузки печи и выделяемые в атмосферу цеха. После наведения свода печи поворотный шибер, расположенный в газоходе 4, открывают на 70–80 % и через газоотсосный патрубок высокотемпературные газы попадают в водоохлажадемый патрубок 1 и далее в систему газоочистки. В пылеосадительной камере 2 оседает крупная фракция пыли и поток охлаждается с 1200 °С до 800 °С, также за счет зазора в накатной муфте и подсоса атмосферного воздуха происходит дожигание СО. В водоохлажадемом газоходе пылегазовый поток охлаждается до 400–600 °С в зависимости от фазы работы печи. Далее пылегазовый поток поступает в трубчатый охладитель 5, где происходит дополнительное охлаждение. После трубчатого охладителя поток поступает в лопаточный смеситель-искрогаситель 6, в котором происходит смешивание организованных и неорганизованных газов, выделяемых из дуговой сталеплавильной печи. Далее пылегазовый поток с температурой не более 120 °С направляется на очистку в рукавный фильтр. В случае превышения данной температуры в системе газоочистки предусмотрен аварийный клапан подсоса атмосферного воздуха. При открытии данного клапана разрежение газов в системе газоочистки значительно снижается и не обеспечивается необходимый расход организованных газов, что повышает вероятность выхода из строя элементов свода печи и других механизмов.

1 ― водоохлаждаемый сводовый патрубок; 2 ― водоохлаждаемая пылеосадительная камера; 3 ― водоохлаждаемый газоход организованных газов; 4 ― неохлаждаемый газоход организованных газов; 5 ― трубчатый охладитель потока; 6 ― лопаточный смеситель-искрогаситель; 7, 8 ― газоход неорганизованных газов; 9 ― рукавный фильтр; 10 ― дымососы; 11 ― газоход очищенного газа
Недостаток подобной системы газоочистки заключается в необходимости высоких энергетических затрат на охлаждение газового потока. Электрическая энергия используется на перекачку 1000 м3/ч воды от водоохлаждаемого патрубка, пылеосадительной камеры и водоохлаждаемого газохода на градирню, а также на осевые вентиляторы для охлаждения трубчатого охладителя. Вклад лопаточного смесителя-искрогасителя в аэродинамическое сопротивление газоходного тракта системы газоочистки составляет до 50 %. Концентрация пыли в отходящих организованных газах может достигать 10 г/м3. Медианный диаметр частиц пыли составляет 1,1 мкм.
Существующие расходы неорганизованных газов, отбираемых от аспирационного зонта на многих металлургических предприятиях, не обеспечивают локализацию этих выбросов во время завалки, слива стали и в режимах плавки с максимальной подачей кислорода в печь, что приводит к задымлению внутри цеха и значительному выбросу газопылевого потока в атмосферу.
С экономической и экологических точек зрения наиболее целесообразно сначала снять радиационный тепловой потенциал потока в котле-утилизаторе, снизив температуру до 400–600 °С, затем произвести его комплексную очистку от твердых частиц и вредных химических компонентов в керамическом фильтре, после которого извлечь тепловой потенциал из очищенных газов в теплорекуператоре. При таком подходе решаются сразу две задачи: снижение концентрации вредных выбросов до требований санитарных норм, а также энергосбережение.
Энергетический потенциал дымовых организованных газов за сталеплавильными печами составляет примерно 180–220 кВт⋅ч/т стали. В связи с этим использование такого энергетического потенциала позволит значительно снизить издержки на основное производство. Внедренные решения компании Tenova на предприятии Georgsmarienhütte GmbH по утилизации тепловой энергии за 140-т сталеплавильной печью в 2009 г. позволяет получать 20 т/ч насыщенного пара с давлением до 20,6 бар, при этом коэффициент тепловой регенерации достигает уровня 42 %. Температура отходящих газов при этом составляет 650 °С. Стоимость получаемого пара 3,2 млн евро/год [7]. В 2016 г. на предприятии Felarpi Riesa за 133-т дуговой сталеплавильной печью внедрена система IRecovery Level-2 с коэффициентом тепловой рекуперации 84 % путем установки котла-утилизатора на запыленных газах [8].
При всех описанных выше преимуществах подобных систем, на взгляд авторов, существуют и значительные недостатки, связанные с надежностью подобных систем. Основную тревогу составляют твердые частицы, движущиеся в потоке с газами. Котел-утилизатор представляет собой аппарат прямоугольного поперечного сечения, в котором расположены тепловоспринимающие панели, выполненные в виде блоков труб. Пример такой конструкции приведен на рис. 2.

Рис. 2. Пример конструкции внутреннего устройства парового котла
Fig. 2. An example of design of internal arrangement of steam-boiler
Вследствие того, что котел-утилизатор обычно устанавливают на запыленных потоках, в его конструкции предусматривают в нижней части бункеры для сбора пыли. Пыль в силу природы различных сил может накапливаться на поверхностях теплообмена и также их истирать (в зависимости от расположения трубы и внутренней аэродинамики потоков), в конструкции также предусматривают механизм ударного обрушения пыли. Надежность работы систем газоочисток с глубокой утилизацией тепла связана с применением высокоэффективной системы удаления абразивных твердых частиц пыли из газового потока.
С 2003 г. НТЦ “Бакор” занимается разработкой керамических фильтрующих элементов и установок на их основе для очистки газов с температурой до 1000 °С [9–13]. В настоящее время освоено производство керамических фильтрующих элементов для очистки высокотемпературных газов на основе зернистых материалов (оксид алюминия либо диоксид кремния), а также волокнистых фильтрующих элементов. Фильтрующие элементы представляют собой свечи цилиндрической формы, закрытые эллиптической крышкой с одной стороны и открытым концом с фланцем с другой стороны.
Высокотемпературная комплексная очистка газов в керамических каталитически активных фильтрах отражена в работах [14, 15] и в семи справочниках BAT. На рис. 3 приведен общий вид керамического фильтра с указанием очищаемых компонентов из газового потока.

Рис. 3. Общий вид керамического фильтра с указанием очищаемых компонентов из газового потока / Fig. 3. General view of ceramic filter with indication of cleaned components out of gas flow
Устройство керамического высокотемпературного фильтра аналогично устройству и принципу действия рукавного фильтра. Запыленные газы подаются через входной патрубок в грязную камеру аппарата. Твердые частицы оседают на наружной поверхности керамических фильтрующих элементов. Очищенный поток проходит через тело керамического фильтрующего элемента и, попадая в чистую камеру аппарата, выводится из него.
При фильтрации газов на поверхности керамических фильтрующих элементов нарастает слой пыли, увеличивающий гидравлическое сопротивление фильтра, т. е. перепад давления между чистой камерой и рукавной полостью (этот перепад давления задействован в системе регенерации как управляющий фактор). Дифманометр постоянно измеряет перепад давления; при достижении установленного значения (по заданному положению уставки) выдается сигнал на контроллер, который в соответствии со своей программой запускает работу импульсных клапанов. При срабатывании импульсного клапана сжатый воздух из данного клапанного блока через импульсную трубу с патрубком выбрасывается в сопла Вентури и далее, внутрь керамических фильтрующих элементов. Наличие импульсных патрубков и сопел Вентури повышает эффективность воздействия импульса сжатого воздуха и обеспечивает улучшенную очистку фильтроэлементов от пыли. При типичной удельной газовой нагрузке 100 м3/(м2⋅ч) и температуре очищаемых газов 350–500 °С аэродинамическое сопротивление ФКИ составляет 2000–2500 Па. Типоразмерный ряд керамических фильтров содержит аппараты с площадью фильтрации: 9,8; 45; 350; 700 м2. Аппараты компонуются в модули заданной производительности. На рис. 4 приведен общий вид фильтра керамического импульсного 6-ФКИ 700 с площадью фильтрации 4200 м2. В такой установке можно проводить очистку газов с расходом до 420 тыс. м3/ч.

Химическая очистка в керамическом фильтре обеспечивается подачей сорбентов на входе в керамический фильтр. Кислые газы (HCL, SO2, HF) нейтрализуются путем введения бикарбоната натрия либо извести перед фильтром по следующим реакциям:
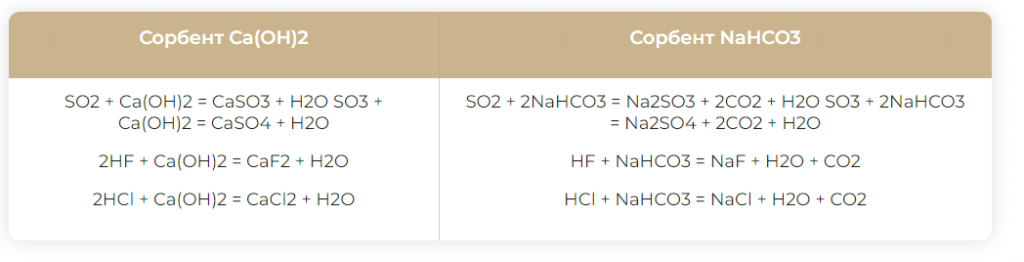
NOx восстанавливается до N2 и H2O путем пропускания через керамический каталитический фильтр (карбамид или аммиак вводится в дымовые газы перед фильтром)
4NO + 4NH3 + O2 → 4N2 + 6H2O;
ПХДД/ПХДФ удаляются каталитической системой или адсорбируются на фильтре в соответствии с реакцией:
C12HnCl8–nO2 + (9 + 0,5n)O2 → (n – 4)H2O + 12CO2 + (8 – n)HCl.
Технологию каталитической активации керамических фильтрующих элементов НТЦ “Бакор” разработал совместно с Институтом катализа им. Борескова РАН. На рис. 5 приведена 3D-модель предлагаемого технического решения по модернизации систем газоочисток организованных и неорганизованных газов дуговых сталеплавильных печей электросталеплавильного цеха металлургического завода.
Рис. 5. 3D-модель технического решения по модернизации систем газоочисток организованных и неорганизованных газов ДСП
Fig. 5. 3D-model of the technical solution of modernization of gas cleaning systems for organized and unorganized gases of EAF
Предлагаемая система газоочистки работает следующим образом: запыленный высокотемпературный поток организованных газов, выделяемых из печи с температурой более 1200 °С, через сводовый патрубок отводится в систему газоочистки организованных газов через кольцевой зазор в поворотную камеру дожигания. Накатная муфта, установленная на поворотной камере дожигания в автоматическом режиме, в зависимости от химического состава отходящих газов изменяет ширину кольцевого зазора в диапазоне от 50 до 150 мм. Из поворотной водоохлаждаемой камеры дожигания поток попадает в пылеосадительную камеру, экранированную тепловоспринимающими панелями. Поворотная водоохлаждаемка камера дожигания посажена на пылеосадительную камеру без зазора, исключающего подсос наружного атмосферного воздуха. Пылеосадительная камера оснащена пирамидальными сборниками пыли для непрерывной разгрузки и не содержит распашных ворот. Через охлаждаемые панели поворотной камеры и пылеосадительной камеры может циркулировать как охлаждающая вода со сбросом теплового потенциала на градирне, так и подготовленная химически очищенная вода с избыточным давлением и температурой 200–250 °С для организации испарительного охлаждения горячих газов в паровом барабане. Стабилизация параметров пара осуществляется благодаря применению парового аккумулятора. Вырабатываемый в данном случае пар может быть использован на установке вакуумирования стали для обеспечения работы пароэжекторного насоса либо для других нужд предприятия.
После пылеосадительной камеры организованные газы от сталеплавильной печи поступают в водоохлаждаемый газоход, в котором они охлаждаются до температуры 600 °С. Охлаждение также может быть испарительным со сбросом пара в общий паровой барабан. После охлаждаемого газохода поток направляется на фильтр керамический импульсный ФКИ, содержащий керамические фильтрующие элементы диам. 150 мм и длиной 6000 мм. В керамическом фильтре поток очищается от пыли до остаточной концентрации менее 2 мг/нм3 и поступает в котел-утилизатор, в котором происходит передача теплового потенциала высокотемпературного потока с образованием пара. Расход получаемого пара для ДСП-100 составит 20–23 т/ч с давлением 14 бар, температура пара 210±20 °С. Для стабилизации параметров вырабатываемого пара с учетом цикличности работы сталеплавильной печи за котлом-утилизатором устанавливается паровой аккумулятор. После котла-утилизатора охлажденный до 200 °С очищенный поток поступает в дымососное отделение, создающее необходимое разрежение в системе газоочистки. Очищенные газы после дымососного отделения поступают в газоход очищенного газа и отводятся в дымовую трубу.
Неорганизованные газы, выделяемые из сталеплавильной печи, поднимаясь под крышу цеха, попадают в аспирационный зонт неорганизованных газов, из которого по газоходу отводятся в рукавный фильтр, в котором происходит их очистка от пыли.
В 2019 г. на дочернем машиностроительном предприятии “БакорМаш” была изготовлена пилотная установка высокотемпературного фильтра керамического импульсного с площадью фильтрации 9,8 м2. Установка смонтирована в контейнере собственного производства. Габариты контейнера позволяют транспортировать данную установку на объект испытаний без специального сопровождения. Установка рассчитана на очистку газов с температурой до 600 °С. В случае превышения начальной температуры потока на входном газоходе установки смонтирован подсосный клапан для разбавления потока атмосферным воздухом. Открытие данного клапана происходит автоматически. Установка оснащена самыми современными средствами измерения расхода, давления, температуры газов и лазерным анализатором концентрации твердых частиц на выходе очищенного потока. Управление установкой может быть как непосредственным через интерактивный ЖК-экран, так и дистанционным через сеть интернет посредством GSM связи.
Основное предназначение установки заключается в отработке технологических параметров процесса фильтрования газа и импульсной регенерации фильтрующих элементов, а также в подтверждении технико-экономических показателей работы керамической фильтровальной установки с глубокой теплоутилизацией высокотемпературных газов.
В таблице приведены основные технические характеристики пилотной установки ФКИ-9,8.


Установка работает следующим образом: высокотемпературный газопылевой поток поступает во входную магистраль через входной патрубок Вх1, на патрубке установлены датчики температуры и давления, позволяющие оценить основные характеристики потока перед его очисткой. Далее поток поступает в фильтровальную установку ФКИ-9,8, в которой происходит очистка газопылевого потока от твердых частиц путем их осаждения на поверхности фильтрующих элементов. В процессе очистки газового потока на фильтрующих элементах образуется нарост твердых частиц пыли, который стряхивается с поверхности фильтрующего элемента воздушным импульсом из системы импульсной регенерации. После регенерации фильтра пыль оседает в пирамидальной части установки ФКИ-9,8 и далее через камеру шлюзования 2 поступает в пылесборную емкость 3. После очистки от твердых примесей поток поступает в теплорекуператор 4, где охлаждается за счет принудительного охлаждения от охлаждающего контура стенда (4, 8, Вх2, Вых2). Остыв, поток поступает в высоконапорный вентилятор 5, который и создает требуемый напор и расход потока в рабочем контуре стенда. После поток проходит через диафрагменный расходомер 6 и лазерный пылемер 7 и выбрасывается в атмосферу (Вых1). Измерение температуры, давлений и расхода воздушного потока (воды в случае применения соответствующего рекуператора) позволяет рассчитать количество тепловой энергии, которую можно вернуть на нужды производства, например, на нагрев дутьевого воздуха на горение, обогрев помещений, нагрев воды и т. д.

Рис. 7. Цепь аппаратов экспериментальной установки керамического фильтра ФКИ-9,8, 1 ― установка ФКИ-9,8; 2 ― патрубок шлюзования пыли; 3 ― пылесборная емкость; 4 ― теплорекуператор; 5 ― вентилятор прокачки газов; 6 ― диафрагменный расходомер; 7 ― лазерный пылемер; 8 ― вентилятор прокачки хладагента; Вх1 ― вход запыленного потока; Вх2 ― вход хладагента для теплообменника; Вых1 ― выход отфильтрованного потока; Вых2 ― выход хладагента (воздуха либо воды) после теплообменника
Fig. 7. The line of units of the pilot facility with ceramic filter ФКИ-9,8: 1 ― facility ФКИ-9,8; 2 ― pipe of dust locking; 3 ― dust collecting container; 4 ― heat recuperator; 5 ― fan for gases pumping; 6 ― diaphragm fkow meter; 7 ― laser dust meter; 8 ― fan for cooling agent pumping; Вх1 ― dust-laden flow entrance; Вх2 ― heat exchanger cooling agent entrance; Вых1 ― filtered flow exit; Вых2 ― cooling agent (air or water) exit after heat exchanger
Экспериментальная пилотная установка находится в полной готовности и может быть в краткие сроки смонтирована в условиях действующего производства и подключена.
1. Ужесточающееся природоохранное законодательство для объектов негативного воздействия первой категории, к которым относятся предприятия металлургической отрасли, предусматривает необходимость разработки комплексных экологических разрешений на выбросы, основанные на наилучших доступных технологиях. В имеющихся отраслевых справочниках приведен норматив на выбросы твердых частиц в атмосферу 10 мг/м3.
2. Существующие системы газоочистки дуговых сталеплавильных печей, основанные на рукавных или электрофильтрах, не обеспечивают остаточную концентрацию в очищенных газах 10 мг/м3, кроме того, залповые выбросы пыли, выделяемые при загрузке и подвалке металлолома в печь, распространяются на большие расстояния от металлургического предприятия, причиняя экологический ущерб окружающей среде.
3. Наиболее целесообразным вариантом модернизации существующих систем газоочисток дуговых сталеплавильных печей является разделение газоочисток на две для каждой печи. Первая система газоочистки будет предназначена для неорганизованных выбросов печи. Вторая система газоочистки будет использована для очистки организованных высокотемпературных выбросов. Данную систему газоочистки целесообразно осуществлять на основе керамического высокотемпературного фильтра с последующей теплорекуперацией энергетического потенциала отходящих газов с выработкой пара.
4. Керамические фильтры включены в семь европейских справочников по наилучшим доступным технологиями и в два российских. Керамические фильтры способны обеспечить остаточную концентрацию твердых частиц на выходе из аппарата менее 2 мг/м3, а также каталитическое дожигание CO, ПХДД/ПХДФ, бенз(а)пирена.
5. В НТЦ “Бакор” налажено серийное производство керамических фильтрующих элементов для керамических фильтров, а собственное машиностроительное предприятие позволяет изготавливать фильтровальные установки на их основе.
6. Создана пилотная установка фильтра керамического импульсного ФКИ-9,8, рассчитанного на очистку до 1000 м3/ч газового потока с температурой до 600 °С. Установка может быть подключена к действующей системе газоочистки с онлайн передачей данных от многочисленных датчиков и сенсоров через сеть интернет. Наличие лазерного пылемера позволяет в режиме реального времени отслеживать остаточную концентрацию твердых частиц на выходе из установки.
7. Проведение опытных промышленных испытаний установки ФКИ-9,8 позволяет получить данные для подтверждения технических характеристик, технико-экономического обоснования целесообразности проведения модернизации систем газоочисток.
Поступила 27 ноября 2020 г.